こんばんは。
ちょっと前の記事から間が開いてしまいました。
今回は気になったパーツや作りを見ていきます。
それから、ちょっと組み立て時に手こずった部分を書きます。
・ベーステーブル
Y軸と加工テーブルになります。これは非常に重いです。
一部二人で支え、ひっくり返しながら作業をする場面があります。
一人でやる場合は、配線用の接着式ダイマントを接着し、Y軸のリミットセンサの配線を先に済ませると、ひっくり返す工程がなくなるはずです。
鋳物を部分的に削り出した非常に頑丈で重い部品です。
HAKU、BLACKⅡでは鉄の板金だったので、強度、精度共に信頼性が向上したのではないでしょうか。
これて、加工時の振動なども減少するものと思われます。
各軸のベースも同じことが言えます。
テーブル、サイドフレームなども鉄の削り出しです。

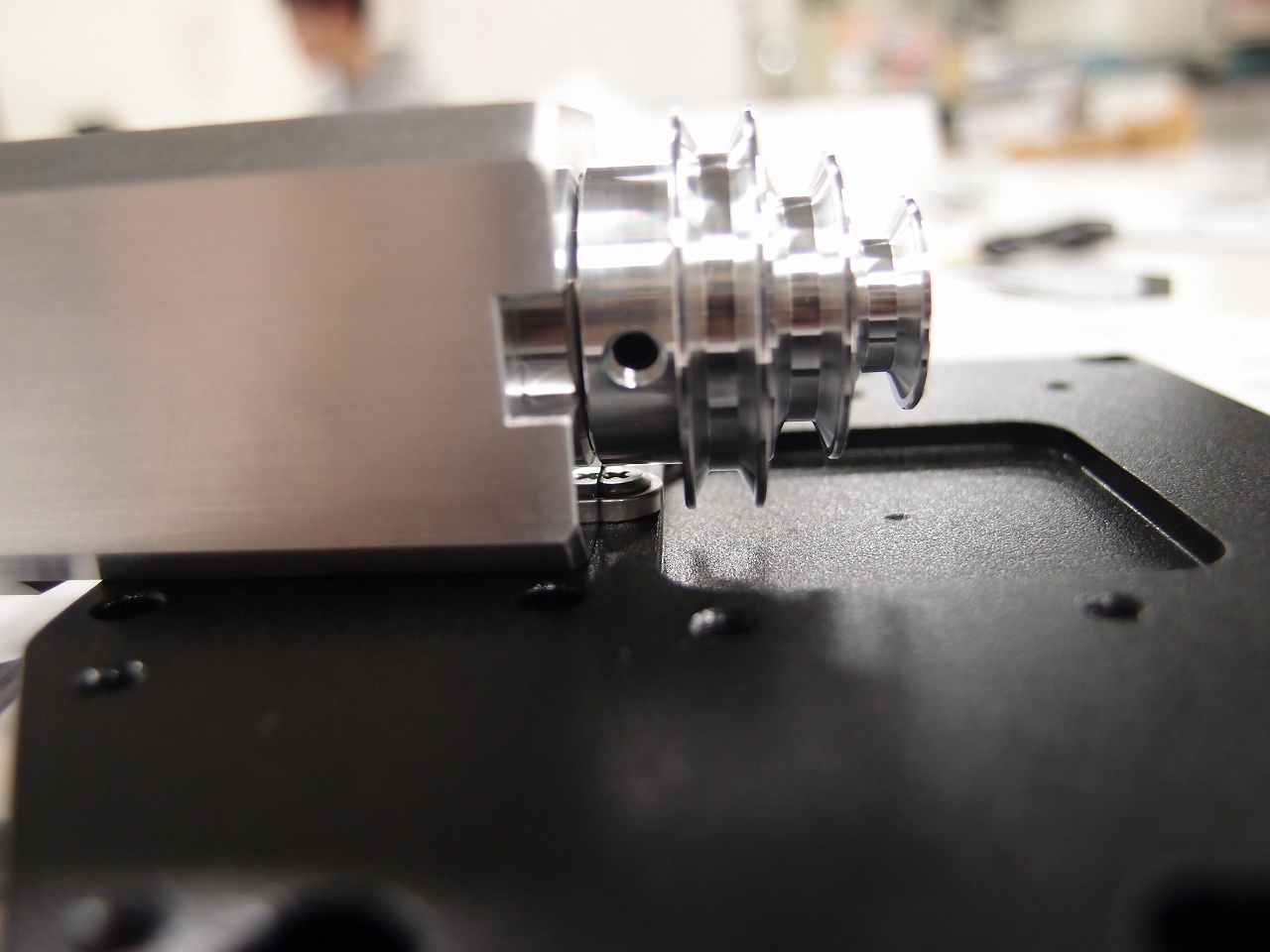
・スピンドルユニット
プーリーが多段式になっているため、今までのように複数個買う必要はありません。
このユニットの取付には、位置決めピンを用いますが、これを正確につけるのは難しいです。
ひたすらにフレームとスピンドルユニットが平行になるように調整しました。

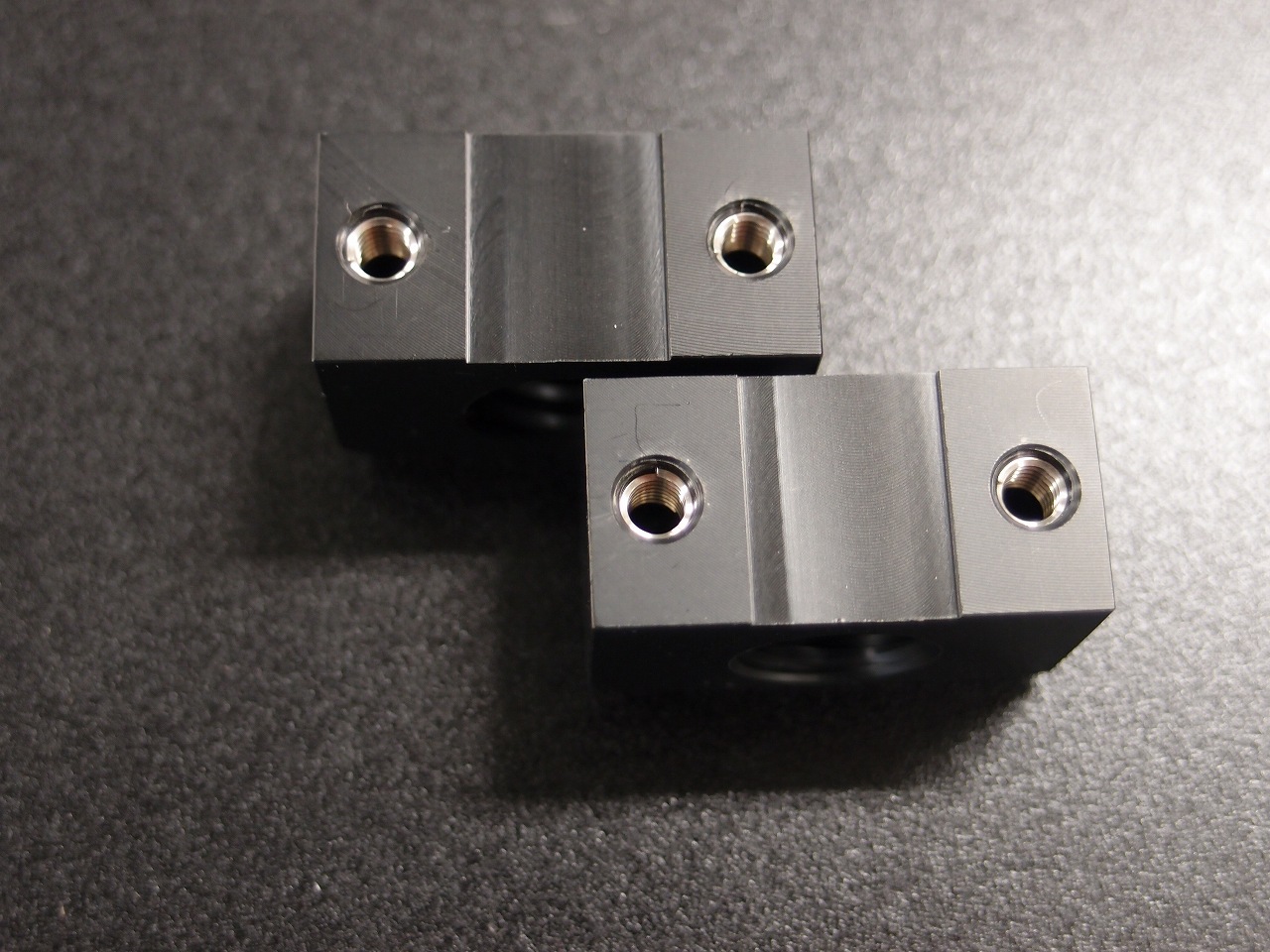
・リードナット
リードナット本体はアルミ製のようです。
記憶違いがあったら申し訳ないが、HAKUは真鍮でBLACKⅡは樹脂製だったと思います。
ネジ穴には、リコイルインサートが挿入されているので、安心して締められます(締め付け過ぎには注意)。
リードスクリューとの接触部はアルミになります。

リードナットはバックラッシを調整する必要があります。
この調整をどこまで頑張るかで、加工精度に大きく関わるので頑張って調整します。
ここの調整が甘いと、削った真円が楕円になったりします。
説明書にも詳しく書いてありましたが、どのように調整したか書きます。
片方のリードナットを固定したあと、緩めたもう片方のリードナットを指定された方向に抑え付けながら締めます。
ここで締め終わったら、ハンドルを片側に回します、そして反対に回したときにハンドルの回転とテーブルの移動が追従するかを確認します(うまくいいってない場合は、ハンドルを反対に回してもテーブルが動きません。空転が起きます。)。
ダイアルゲージがある場合はそれを使えばいいのですが、あいにく持ち合わせが無かったので、指でテーブルを押しながら確認しました。
目での確認はやめた方がいいと思います。指のほうが敏感です。
これで指で回してわからない程度の回転のズレとなるまで調整しました。
ちなみにリードナットを抑えつけるときに、素手だけでは力が入らずうまく行かなかったので、太い鉄の棒でてこのように抑えつけて調整しました。
これはあまりおすすめできませんが、素手よりは確実にリードナットをリードスクリューの山に当てることができます。
素手でうまくいかない場合は自己責任で試してみてください。

また、少し斜め気味にすることでもうまくいくことがありました(不均等に負荷がかかって、早くリードナットを消耗させる可能性有り)。
ここの調整は使いこむうちに何度もやると思うので、慣れるようにいろいろやってみるといいかもしれません。
ただしリードナットは傷つきやすいので、注意を払って常識の範囲内の力で調整してください。
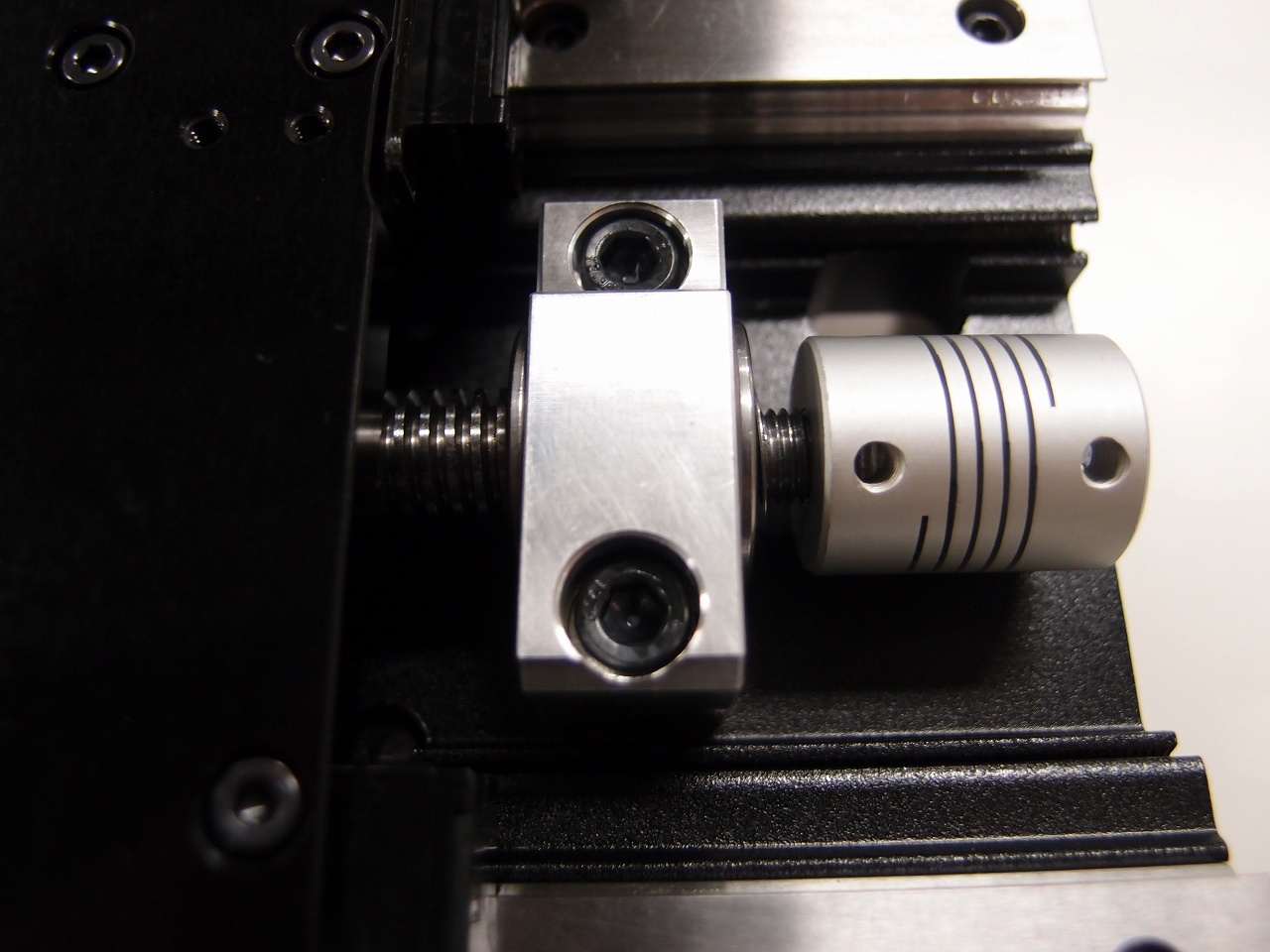
・カップリング
スリットタイプのカップリングです。HAKUとBLACKⅡではセレーションタイプのカップリングでした。
ミスアライメントへの配慮だと思いますが、バックラッシ0でねじり剛性が高いスリットタイプのほうが好みです。
実際、BLACKⅡはスリットタイプへ換装していたので、改造する手間が減りました。

カップリングはひとつだけネジが切ってあるのがZ軸です。間違えないようにしましょう。
また、換装する人はカップリングにネジを追加工しないと取り付けできません。
・リニアガイド
Y軸はAR-15FN B2-V1N-470Lです。
各型番の意味は
URL:http://www.nabesei.co.jp/works/kaigai02d.htmlを見てください。
cpcのリニアガイドを鍋清株式会社が代理販売しているようです。
X軸はMR15MN SS2 V1 N-370L
Z軸はMR15MN SS2 V1 N-180Lです。
各型番の意味は
URL:http://www.nabesei.co.jp/works/kaigai02a.htmlを見てください。
Y軸だけ種類が違う理由は定格荷重とかのせいでしょうか?
MRよりARのほうが何倍か丈夫なようです(曖昧ですみません。詳しくはスペック表を見てくださ。)。
全軸がY軸に乗ることになるので、当然耐久性が必要ということだと思います。
ちなみに同じページでボールスクリューが売ってます。
発売が予定されてるKitMill用のボールスクリューはこのあたりのやつでしょうか。
URL:http://www.nabesei.co.jp/works/kaigai04a.html
それでは今回はこのあたりで。間違いなどありましたらコメントお願いします。
次回はコントローラあたりを見たいと思います。




コメント
コメントを投稿